大功率塑料風機是礦井下主要的通風、排風設備,風機葉片又是該設備上的主要零部件,由于風機通常要在3000r/min下高速運轉,風機葉片要經受很大的離心力,因此葉片材料不但要有阻燃、抗靜電性能,而且還必須有優良的力學性能,尤其是拉伸性能與沖擊性能要高。
(1)選材與配方設計。
①原材料。PA-6玻璃纖維、增韌劑、抗靜電母料、抗靜電劑、阻燃劑,其他助劑;抗氧劑、增塑劑、松節油、偶聯劑。
②配方(表5-6)。
表5-6 阻燃抗靜電增強PA-6材料的配方
|
材料 |
質量分數/% |
材料 |
質量分數/% |
|
PA-6 |
40~55 |
抗靜電劑 |
5~8 |
|
增韌劑 |
5~8 |
其他助劑 |
1~2 |
|
阻燃劑 |
15~25 |
玻璃纖維 |
25~30 |
(2)主要設備。TSE-45型雙螺桿擠出機、SHR-100A高速混合機、BA/950/500型高溫注塑機、UL-200型注塑機。
(3)制備工藝。
①阻燃抗靜電增強PA-6材料制備工藝。按表5-6配比稱量所需的原材料,然后依次倒入高速攪拌機中,調整攪拌10~30s,用雙螺桿擠出機按表5-7所列的擠出工藝條件擠出、造粒。其制備工藝流程如下所示。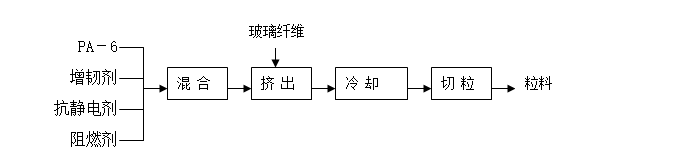
表5-7 擠出工藝條件
|
項目 |
數據 |
項目 |
數據 |
|
|
料筒溫度℃ |
1段 |
195~205 |
機頭溫度/℃ |
230~235 |
|
2段 |
205~215 |
螺桿轉速/(r/min) |
195~200 |
|
|
3段 |
215~225 |
喂料電壓/V |
80 |
|
|
4段 |
225~230 |
- |
- |
|
① 風機葉片制備工藝。將上述阻燃抗靜電增強PA-6粒料置于鼓風干燥箱中,料層厚度不大于30mm,在85~95℃干燥20~30h,除去原料中的水分,然后把粒料投入注射機中,按表5-8的注塑工藝條件進行注射成型,制得風機葉片,其工藝流程如下所示。

表5-8 注塑工藝條件
|
項 目 |
數 據 |
|
|
料筒溫度/℃ |
1段 |
200~210 |
|
2段 |
210~220 |
|
|
3段 |
220~230 |
|
|
4段 |
2302~40 |
|
|
注射壓力/MPa |
8~10 |
|
|
注射速度/(mm/s) |
60~80 |
|
