(1)BMC的成型工藝 BMC的成型工藝如圖5-5所示。BMC使用的玻璃纖維有短切單紗、短切粗紗(俗稱開(kāi)刀絲)和浸有可溶性樹(shù)脂的短切單紗,通常稱作高規(guī)整性的多股纖維束(HSI)。HIS在混合過(guò)程中不會(huì)解捻,可以較好地保持纖維的力學(xué)強(qiáng)度,采用短切的形式是為了便于與樹(shù)脂的其他輔料混合,形成塊狀料團(tuán)(預(yù)混料)。纖維的長(zhǎng)度對(duì)制品力學(xué)性能影響很大,玻璃纖維長(zhǎng)度一把取6~12mm,長(zhǎng)的可達(dá)25mm,過(guò)短制品的強(qiáng)度低,過(guò)長(zhǎng)則使混合困難,制品可能因?yàn)榛炝喜痪鶎?dǎo)致力學(xué)性能下降。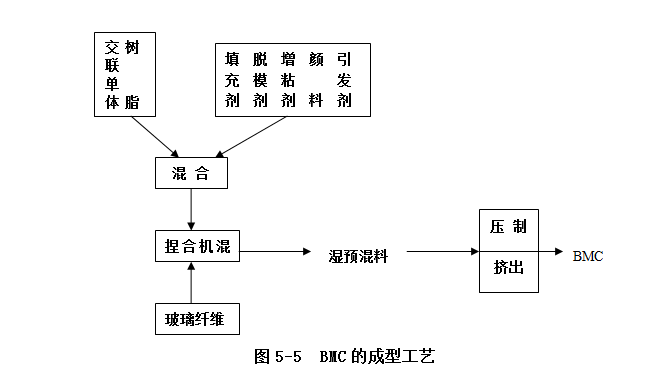
(1) SMC的成型工藝 SMC的成型工藝如圖5-6所示。SMC是成整片狀的模壓
料,所以通常用短切的玻璃氈作增強(qiáng)材料,氈片中玻璃纖維由可溶性粘合劑粘在一起。與BMC相比,SMC的生產(chǎn)過(guò)程連續(xù),周期短,成本低,其工藝說(shuō)明如下。
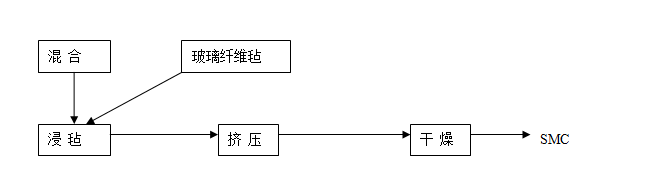
圖5-6 SMC的成型工藝
1) 混合。與BMC相同
2) 浸氈。因?yàn)樵鰪?qiáng)材料為整張玻璃纖維氈,所以不是在捏合機(jī)中捏合,而是
在專用的連續(xù)浸氈設(shè)備中進(jìn)行。該設(shè)備類似于壓延機(jī),兩張玻璃纖維氈制成寬40~50mm、厚3~4mm的長(zhǎng)條,繞在卷筒上,兩卷筒灌入樹(shù)脂糊,樹(shù)脂由內(nèi)向外滲透。為了避免糊料流失及粘附設(shè)備,在氈的外表襯以聚氯乙烯薄膜。
3)擠壓。靠浸氈設(shè)備中的擠壓輥擠壓,起到促進(jìn)浸透的作用。
4)干燥。通過(guò)浸氈設(shè)備中的低溫烘箱烘干,以加速樹(shù)脂增稠。
